- 工具百科
-
立焊是焊接垂直平麵上垂直方向的焊縫。由於在重力的作用下,焊條熔化所形成的焊滴和熔池中熔化的金屬要下淌,使焊縫成形困難,不如平焊美觀,對初學者立焊比平焊操作有一定難度。
立焊應注意的問題
1.焊條直徑和電流強度應比平焊小 立焊時選的電流強度可比平焊小10%-15%,以避免過多的熔化金屬下淌;其次,應采用短弧焊接法,避免電弧過長造成熔滴下淌及嚴重飛濺。
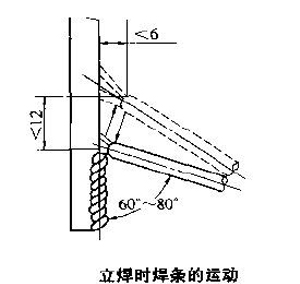
2.焊條的運動在立焊過程中眼睛和手要協調配合,采用長短電弧交替起落焊接法。當電弧向七抬高時,電弧自然拉長些,但不應超過6mm;電弧自然下降在接近冷卻的熔池邊緣時,瞬間恢複短弧。電弧縱向移動的速度應根據電流大小及熔池冷卻情況而定,其上下移動的間距一般不超過12mm。焊條與焊縫中心線夾角應保持在60°-80°,並保持焊條左右方向的夾角相等。焊條的運條手法要根據焊縫的熔寬來決定。
3.焊工的操作姿勢 立焊的操作姿勢根據焊縫與焊工距離的不同,一般采用胳臂有依托和無依托兩種姿勢。如圖所示,有依托即胳臂大臂輕輕地貼在上體的肋部或大腿、膝蓋部位,隨著焊條的熔化和縮短,胳臂自然地前伸,起到調節作用。用有依托的焊接姿勢,比較牢靠、省力。無依托即把胳臂半伸開或全伸開,懸空操作,需要通過胳臂的伸縮來調節焊條的位置。胳臂活動範圍大,操作難度也較大。
